What is Thermography?
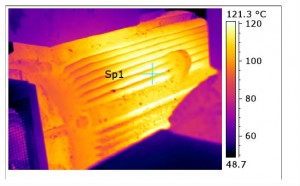
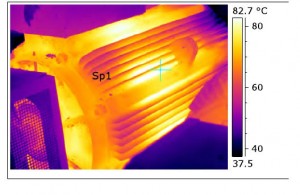
As an object gets hotter, it emits more radiation in the infrared part of the electromagnet spectrum. With a device that can measure infrared radiation you can measure the temperature of an object. We call this device an infrared camera and we call the science of its use “Infrared Thermography”.
Using the best cameras available and with a reporting system second to none, thermographic techniques can be used to detect a host of different problems with your equipment i.e. Gearbox Wear, Predictive Bearing Failure and Electrical Faults etc. Thermography will give a complete health check to all types of gearboxes thus enabling planned outage – repairs carried out over a weekend or during holidays etc.